DT
621.9.02.002.54
ASN-P-1
ALBUM
STACHANOVSKÝCH NÁSTROJOV
BOHUMIL
DOBROVOLNY
NOŽE
SOVIETSKYCH STACHANOVCOV
Prehľad
dnešného stavu stachanovských metód s ukážkami nástrojov

PRÁCA
• V Y D A V A T E Ľ S T V 0 R O H • BRATISLAVA
1951
––––––––––––––––––––––––––––––––––––––-
PREDSLOV
Prešlo 15 rokov od tej pamätnej nočnej smeny, v
ktorej mladý baník Stachanov
narúbal 1020 q uhlia. Stachanovské hnutie ako radostný prílev svetla
ožiarilo celý sovietsky priemysel a stalo sa vzorom pre všetky bratské
ľudovodemokratické štáty. Nové, lepšie pracovné metódy, objavené a
preskúšané pracujúcimi v spolupráci s technikmi, výdatne zvyšujú
produktivitu práce a ukazujú smer pokroku výrobnej technologie. Tým vzrástly aj nové úlohy, ktoré
musí plniť odborná kniha i nové nároky na školenie pracujúcich.
Zakladatelia vedeckého socializmu, Marx a Engels,
z rozboru meniaceho sa charakteru výroby došli k záveru, že:*) ak sa má
dosiahnuť víťazstvo socializmu nad kapitalizmom, ak sa má zvýšiť
produktivita práce na stav za kapitalizmu nebývalý,
ak sa má stať robotník pánom stroja, a nie jeho
súčasťou, ak má nastať vytvorenie vyššej, komunistickej spoločnosti,
treba, aby robotník bol oveľa vyspelejší než za kapitalizmu, aby bol
všestranne vzdelaným človekom. Nahradenie jednostranného výcviku
výchovou všestrannou je dejinnou nevyhnutnosťou, predpokladom ďalšieho
vývoja spoločnosti. Už v Kapitále je zdôraznené, že technická základňa
veľkého priemyslu, ktorý musí socialistická spoločnosť vybudovať, je
revolučná. Často sa mení, zdokonaľuje, otvárajú sa nové a nové výrobné
oblasti a staré zanikajú.
Z týchto príčin musia sa robotníci preraďovať z
jedného výrobného odvetvia do druhého. Aby sa tak mohlo stať bez strát,
musia byť pracujúci všestranne pohotoví pre menlivé požiadavky práce.
*) Viď
tiež Tvorba 1951, č. 3, str. 65, O výchove mládeže, F. Kahuda.
Výchova robotníkov, vycvičených len pre určitý
pracovný výkon, ako sa úmyselne robí za kapitalizmu, je v rozpore s
modernou výrobnou technikou. Veď už Engels
v „Základoch komunizmu" popisuje, ako sa v socialistickej výrobe budú
ľudia nevyhnutne vyvíjať od úzkoprsej odbornosti k všestrannému
vzdelaniu. Stanú sa celkom inými ľuďmi, spoločné vlastníctvo výrobných
prostriedkov, nový vývoj výroby budu
jednoducho potrebovať celkom iných ľudí a vytvoria si ich.
Prežívame práve také obdobia rastu nových ľudí.
Úderníci a stachanovci, skromní a veľkí bohatieri práce, na ktorých
poukázala len nová doba, sú tvorcovia našej slávnej epochy. Na
poprednom mieste medzi nimi stoja učitelia obrábania zvýšenou reznou
rýchlosťou. Väčšie obrátky točovky zrýchľujú nielen rast produktivity,
ale i rast nových ľudí. Dôsledkom toho je, že sa uvoľňujú veľké rezervy
výrobnosti.
Zavedením nových metód pri obrábaní kovov podľa
sovietskych vzorov môžeme zvýšiť produktivitu našich dielní o 30 až
300%. To je veľký prínos pre zrýchlenie našej cesty k socializmu.
Azda si ani plne neuvedomujeme, aký veľký dar
dostávame od pracujúcich Sovietskeho sväzu
tým, že môžeme čerpať z ich skúseností. Nástroje, ktorých výskum trvá
desaťročia a ktorých vyskúšanie vyžadovalo prekonať tisíce prekážok a
vylúčiť tisíce chýb, dávajú nám sovietski ľudia na využitie bratsky,
zadarmo. Ukazujú nám nielen technické výsledky, lež aj ľudský rast
svojich najlepších pracovníkov, cesty, po ktorých sa dôjde k svetovému
prvenstvu a lepšej budúcnosti.
V tejto malej príručke sa soznámime
s ukážkami základných nástrojov najprednejších sovietskych
stachanovcov, praktikov i vedeckých pracovníkov. Na väčšine týchto
nástrojov môžeme študovať celú náuku o strojnom obrábaní. Môžu byť
príkladom a smernicou pre našich zlepšovateľov a vynálezcov, Ukazujú
dnešný stav vývoja strojného obrábania.
Nebudeme tu preberať všeobecné zásady pre prácu s
tvrdými kovmi, ani obrábanie staršími, u nás zvyčajnými
normalizovanými
nástrojmi. Tomu sa venujú iné spisy a dielenské
normy TOS a tabuľky. Zato uvádzame výber pokrokových a menej známych
nástrojov pre bežné i špeciálne práce, ktorých využitím a ďalším
zdokonalením môže sa dôjsť k mnohonásobnému prekročeniu noriem a
rozvinutiu naozaj novej, stachanovskej technológie.
Skúsenosti ukázaly,
že na zvýšenie produktivity práce veľmi prispieva zavedenie komplexných
brigád. V takej brigáde sú spojení do tvorivej spolupráce robotníci,
majstri a technici, a preto sa jej správne hovorí sdružená, či komplexná brigáda.
Brigáda spoločne rieši všetky pracovné otázky, opravuje operácie, šetrí
surovinami, zlepšuje organizáciu, plánuje. Tým sa šíria skúsenosti
najlepších robotníkov a technikov, rastie produktivita práce. Ušetria
sa veľké hodnoty. Komplexná brigáda však plní ešte väčšiu úlohu:
vychováva ľudí a urýchľuje ich vzrast. Hľadá a nachádza stále nové a
nové rezervy, ľudia myslia, hľadajú, zvyšujú svoju kvalifikáciu. V tom
je základný význam komplexnej brigády a prameň úspechov socialistického
priemyslu.
„Niekto sa môže pýtať, prečo sa má robotník stále
učiť," píše laureát Stalinovej ceny N. Rosijskij
nášmu úderníkovi-brúsičovi
K. Kizlingovi (viď Rudé
právo z 15. júna 1950, str. 3). „Ci
mu nestačí ovládať dobre svoju prácu? Nie, nášho sovietskeho robotníka
to nemôže nijako uspokojiť. Jeho práca má jasne vyjadrený tvorivý
charakter. V jeho práci čoraz jasnejšie vystupujú črty inžinierskej
práce a stáva sa stále zrejmejším, ako postupne mizne rozdiel medzi
prácou duševnou a telesnou. Tvorivá práca rodí potrebu stále nových a
nových znalostí a rastu kultúrnej a tech-nickej
úrovne."
„Skôr sa o šikovných robotníkoch hovorievalo, že
majú zlaté ruky. Naši robotníci majú tiež zlaté ruky, ale predovšetkým
môžeme o nich povedať: majú jasnú hlavu. Zlepšovanie, vynachádzanie,
zmeny vo výrobe, to všetko vyžaduje duševnú prácu, znalosť matematiky,
vyžaduje to umenie analyzovať a zovšeobecňovať, vyžaduje to široký
technický obzor a vysokú kultúrnu úroveň, A preto sa všetci robotníci
nášho závodu učia."
SOVIETSKE PRVENSTVO V OBRÁBACEJ TECHNIKE
Priekopnícky spis J. Timeho
o rezaní kovov a dreva vyšiel v r. 1870. Bol preložený do francúzštiny
a nemčiny a stal sa aj v týchto krajinách základom všetkých ďalších
podobných prác. V Rusku potom vydali nové a obsiahle práce o obrábaní
K. A. Zvorykin a A. A. Birks
v r. 1893. Modernú ruskú školu obrábania založil J. G. Usačev v r. 1915. Prvý na svete
preskúmal metalograficky
tvorenie triesok. Jeho práce odkopírovali v r. 1928 západní bádatelia a
bola to vtedy pre celú západnú vedu nepríjemná situácia, keď sa prišlo
na podvod. Sovietski učenci úspešne pokračovali v práci a vytvorili
najväčšiu literatúru a vedu na svete o strojnom obrábaní. Novou epochou
v teórii rezania je spis V. D. Kuznecova „Fyzika pevného telesa",
ktorého III. diel je celý venovaný rezaniu kovov. Takto by sme mohli
citovať niekoľko tisíc významných prác, ktorých veľký súpis je
napríklad v sovietskej technickej príručke „Mašinostrojenie",
7. a 9. diel, Moskva, Mašgiz
1950. Vedúcim vedeckým pracovníkom vo výrobe tvrdých kovov v SSSR je G.
N. Levin.*) V roku 1947
dostala za výskum tvrdých kovov Stalinovu cenu skupina J. Umanskij, A. Nejerson, J. Kovalskij, N. Levin, A. Sudariková. V r. 1948 dostali za
obrábanie veľkými rýchlosťami a jeho výskum Stalinove ceny G. Bortkievič, A. Markov, N. Ugolkov, P. Bykov, V. Trutnev, N. Simonovskij, K. Tjutin, J. Čebyšev, R. Denisov.
Vynikajúcimi prácami sa však preslávili aj početní
iní novátori, ako A. Krivouchov,
J. Bruštejn, V. Jegorov, N. Kozlov a rad nositelov neskorších Stalinových
cien (M. N. Larin, J.
T. Bielov a iní).
*) Viď
A. Chavin, Vývoj
rezných rýchlostí, Novyj
mir 1949, č.
7, str. 176—205.
Stachanovec Oborotov
zaviedol záporné uhly na nužoch
pre točovkovanie bandáží vagónových kolies už v v.
1038, teda o päť rokov skôr, než bola táto „novinka" ohlásená z USA.
Úderník Gavrilov vydal
o tom svoj známy spis „Kakimi
rescami ja rabotaju" v r. 1938, zatiaľ čo
prvé americké články o negatívnych uhloch vyšly
v r. 1943.
Stachanovská norma z r. 1937 predpisuje napr. pre
obrábanie ocele, ktorá má tvrdosť 210 Brinella,
reznú rýchlosť 70 m za min., pri hĺbke rezu 2 mm a posuve 1 mm na
obrátku.
Taylor
a stachauovci
Stĺpom západnej vedy o rezaní kovov je Taylor z USA. Vidíme na ňom, ako
sa kapitalistická veda i prax už svojou podstatou dostáva do slepej
uličky a ako len práca v socializme môže spieť k pokroku. O tom
uvedieme pár slov, pretože tieto otázky sú dosť málo známe. Čím sa líši
moderná, ruská škola, ktorá učí, ako rezať kovy, od Taylorovho učenia? Taylor pracoval empiricky,
pokusne. Nepodarilo sa mu vybudovať vedecky teóriu, nemal zákony,
nenašiel všeobecne platné pravidlá. Zaznamenával len výsledky. To je
práve najväčšia chyba, lebo len vedecký zákon môže dávať výhľad a
smernice pre vývoj techniky. Preto aj u nás z každého vynikajúceho
výkonu úderníkov treba vyvodiť správne všeobecné závery, zákony, ktoré
sa potom použijú v najširšom meradle na riešenie podobných úloh. Pred
odvodením týchto zákonov je použiteľnosť úderníckej pracovnej metódy
obmedzená na jediný zvláštny prípad, stáva sa výnimkou namiesto toho,
aby bola smernicou.
Mimoriadne zarážajúca je Taylorova
nedôvera oproti teórii, Robotník podľa Taylora
stojí pri stroji len preto, aby plnil príkazy vedenia.
Sovietski bádatelia založili svoje práce na vede.
Je už dávno objasnené, aký význam patrí vede a teórii na ceste ku
komunizmu. Je to jeden zo základných nástrojov na zvyšovanie
produktivity a blahobytu. To jasne opísal Lenin, položil základy pre
dnešnú
mohutnú stavbu sovietskej vedy. Ani u nás by
nemohla byť cesta k socializmu úspešná bez vysokého podielu vedy. Pravé
vedecké skúmanie zákonov rezania opravuje mnohé staré teórie. Ukážeme
si to na niekoľkých príkladoch:
Zastaralý náhľad:
Zväčšenie reznej rýchlosti zmenšuje trvanlivosť
nástroja. Tvrdá oceľ sa má obrábať menšou rýchlosťou. Aby stúpla
trvanlivosť noža, odporúča sa pri práci mastiť a chladiť nôž aj triesku.
Moderný náhľad:
Trvanlivosť vhodného nástroja sa pri väčších
rýchlostiach nezmenšuje.
Na obrábanie tvrdej ocele vhodným nástrojom je
lepšia väčšia rýchlosť.
Pri vhodnom nástroji je lepšia práca za sucha, keď
je trieska rozžeravená a tým zmäkne.
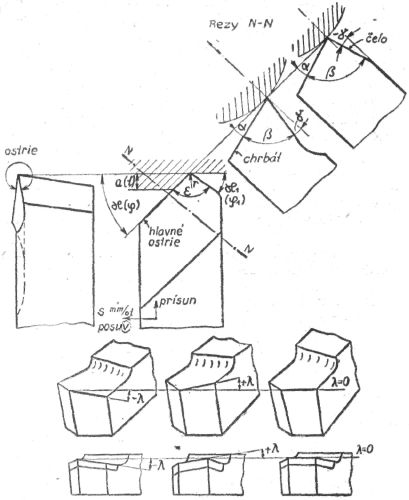
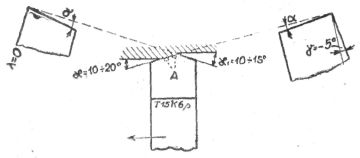
Geometria ostria nožov
Bude dobre, keď si skôr, než začneme študovať
stachanovské nože, zopakujeme názvy uhlov, ktoré vytvárajú tvar ostria.
Sú
Obr. 1. Značky na nožoch
|
Značka
|
Názov
slovenský
|
Názov
ruský
|
|
 alfa alfa
|
uhol
chrbta
|
zadnij ugol
|
|
 beta beta
|
uhol
ostria
|
ugol zaostrenia
|
|
 gamma gamma
|
uhol
čela
|
perednij ugol
|
|
 mínus gamma mínus gamma
|
záporný
uhol čela
|
otričatelnyj perednij
ugol
|
|
 delta delta
|
uhol
rezu
|
ugol rezania
|
|
 kapa
(alebo fi) kapa
(alebo fi)
|
uhol
nastavenia
|
glavnyj ugol
v planie
|
|
 kapa
(alebo fi) kapa
(alebo fi)
|
zadný
uhol nastavenia
|
spomagatelnyj ugol
\ planie
|
|
 epsilon epsilon
|
uhol
hrotu
|
ugol pri veršinie
v planie
|
|
 lambdua lambdua
|
uhol
sklonu
|
ugol naklona
|
|
 alebo t alebo t
|
hľbka rezu
|
glubina rezania
|
Obr. 1.
prehľadne uvedené na obr. 1. Potrebujeme taktiež
nevyhnutne poznať rusky názov, aby sme mohli sledovať pokrok v
sovietskych časopisoch a knihách.
V odbornej literatúre sa používajú bežné
značky podľa noriem a nebýva pri nich často bližšie vysvetlenie. Preto
musíme všetky tieto značky poznať nazpamäť,
lebo ináč by sme nemohli nič študovať.
Príklad:
V gorkovskej automobilke sústružia oceľ,
ktorej tvrdosť je 220 stupňov Brinella*),
nožom s doštičkou T 30 K 4, ktorý má:
mm, s = 0,06 mm/ot.
Rezná rýchlosť je v = 145 m/min. Nôž, vydrží tri a
pol hodiny, produktivita je trojnásobná proti brúseniu. Z týchto údajov
si vieme nôž nakresliť a dostávame náčrt podla
obr. 2. Ďalej na tomto príklade vidíme, že jemné sústruženie, hladenie
veľkou reznou rýchlosťou je oveľa hospodárnejšie než brúsenie.
Po preštudovaní obr. 1 mal by každý čitateľ vedieť
nazpamäť
prečítať, čo značí horeuvedený riadok údajov na noži. Skúste to sami a
kontrolujte:
Uhol čela kladný, 5°; uhol sklonu kladný 5°; uhol
nastavenia 90°, nôž reže ako stranový; zadný uhol nastavenia 5°; uhol
chrbta 6°, polomer hrotu v pôdoryse 0,4 mm. Hĺbka rezu 0,15 mm, posun
noža 0,00 mm na obrátku. Všetky tieto hodnoty sú zakreslené na obr. 2.
*)
Tvrdosť sa často meria podľa Brinella
zatlačením guľky do materiálu. Podľa priemeru odtlačku, ktorý sa zmeria
mikroskopom, nájde sa z tabuliek číslo tvrdosti. Pevnosť ocele sa
dostane z čísla tvrdosti násobením asi 0,35. Vyššie spomenutá oceľ má
220. Brinella. teda
pevnosť 0,35 x 220 = 77 kg na mm2. Drôtik z
tejto ocele prierezu 1 mm2 by sa pretrhol silou
77 kg.
gamma = 5°, lambda
= 5°, fi
= 90°, fi1 = 5°, alfa = 6°,
r
= 0,4 mm, t = 0,15 mm, s = 0,06 mm/ot.
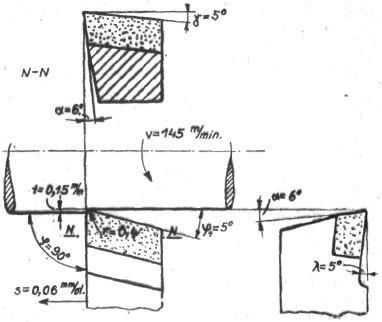
Obr. 2.
Čo je rezná rýchlosť pri sústružení ?
Je to rýchlosť v m/min. na obvode materiálu v
mieste, kde nôž práve reže. Rýchlosť tu dostaneme, keď dráhu v
metroch*} delíme časom v minútach, za ktorý bola dráha ubehnutá.
Priemer materiálu je napr. 100 mm, t. j. 0,1 m. Obvod v tom mieste je
PI * priemer = 3,14 * 0,1 = 0,314 metrov.
Ak má materiál 1000 obrátok za minútu, je obvodová
čiže rezná rýchlosť 0,314 x 1000 = 314 metrov za minútu.
*)
Populárne povedané: dĺžku odrezanuj
triesky.
Príklad:
Stachanovec Bykov,
laureát Stalinovej ceny obrába oceľové hriadele v priemere 120,5 mm (t.
j. 0,1205 m) reznou rýchlosťou 1138 m za minútu. Ako rýchle beží jeho
točovka?
Obvod obrábaného hriadela
je 3,14 x 0,1205 = 0,379 metrov. Teda hociktorý bod na obvode hriadeľa
za jednu obrátku vykoná cestu 0,379 m. Počet obrátok za minútu, na
ubehnutie cesty 1138 m, je
1138 : 0,379= 3000 obr./min.
Súdruh Bykov
naozaj pracuje 3000 obrátkami za minútu.
Tento jednoduchý výpočet nám tiež dokazuje, že
robotník potrebuje pri svojej práci výpočty, zrejme dobrú teóriu,
ktorou podoprie svoju prax a kontroluje ju.
Čo znamená názov „veľké rýchlosti obrábania?"
Význam pojmu „veľké rýchlosti obrábania" sa veľmi
rýchle mení. Roku 1946 pod pojmom „veľké rýchlosti" aj v SSSR rozumeli
rezanie rýchlosťou 40 až 70 m za minútu pri obrábaní mäkkej ocele. 21.
februára 1948 G. Bortkievič
z Leningradu dosiahol rýchlosť 700 m/min. a splnil dennú normu na
1296%. Tým sa naraz zvýšily
rezné rýchlosti desaťnásobne. Začiatkom roku 1948 boly tieto veľké rýchlosti
novotárstvom.
Uprostred r. 1948 už boly
bývalé „veľké" rýchlosti (40 až 70 m/min. na oceli) z roku 1946 zpiatočníctvom.
Ešte z r. 1948 stal sa Bortk
evič
učiteľom najlepších stachanovcov -sústružníkov z celého Sväzu. Schádzali sa na jeho
prednášky a k jeho stroju a tam sa priamo na práci učili žiaci od
majstra a majster od žiakov.
Význam obrábania zvýšenou rýchlosťou je každému
zrejmý, zvýši sa tým výkon pri dnešnom strojnom zariadení, rastie
produktivita práce. Stroje sú jednoducho prinútené, aby pracovaly lepšie, väčšia rezná
rýchlosť je najdôležitejším prostriedkom na zvýšenie výkonov obrábacích
strojov. Nové. konštrukcie strojov (to platí najmä pre frézovačky) môžu
však nielen zvyšovať výkon, ale predovšetkým tiež usporit až 50% tvrdých kovov. To
je pre naše hospodárstvo veľmi významné, pretože kobalt, volfrám a
titán do tvrdých kovov sú veľmi vzácne.
Na úsporné hospodárenie tvrdými kovmi treba
dôrazne upozorniť. Strojné obrábanie kovov je oveľa složitejším dejom, než sa na
prvý pohľad vidí. Dokazujú to stovky a tisícky obsiahlych vedeckých
štúdii zo SSSR. Preto je chybou, keď sa výsledok jednej skúšky
zovšeobecňuje. Pri debate o strojnom obrábaní nakoniec všetci majú
niekedy pravdu, i ked
si odporujú ale len v určitých prípadoch. Vezmime len otázku, aký vplyv
má pruženie alebo chvenie nástroja na jeho výkon. Ani toto obávané
chvenie nie je len jedno, a nie je vždycky škodlivé, Naopak, pri
preštudovaní mnoho druhov chvenia sa zistilo, že niektoré je škodlivé a
iné osožné. Teda môže vzniknúť chvenie, ktoré podporuje rezanie
triesky, alebo iné chvenie, ktoré podporuje zničenie noža*).
Tvrdé kovy čiže spiekané
karbidy.
Nástrojovú ocel
vedeli vyrábať starí Číňania už tisíc rokov pred Kristom. Ešte pred pol
storočím bola jediným materiálom na nože a ostatné nástroje na
obrábanie. Veľkým pokrokom bol vynález rýchloreznej
ocele, ktorá znášala rýchlosť až štyri razy väčšiu než nástrojová.
Najväčším vynálezom v strojnom obrábaní je však objav tvrdých kovov asi
z r. 1923, ktorými sa môže rezať desať ráz rýchlejšie než rýchloreznou oceľou. Tieto tvrdé
kovy vyrába u nás Poldina
huta v dvoch základných druhoch:
*)
Najnovšie vedecké pokusy zistily
pri rezaní (i druhov chvenia. z toho 3 škodlivé a 3 užitočne.
kovy značiek diadur
G1, G2, G3, H1, H2 používajú sa na liaťinu,
umelé hmoty, sklo a podobné materiále, kovy značiek diadur Fl,
S1, S2, S3 sú na oceľ.
Tvrdé kovy sa vyrábajú lisovaním vysokým tlakom a
zvláštnym spekaním (tzv. „situovaním" ako v keramike) z práškových
karbidov (= slúčenín s
uhlíkom) ťažkotaviteľných
kovov, najmä volfrámu, titánu. Preto sa im tiež najnovšie hovorí „spiekané karbidy". Pretože spiekaný karbid je drahý, bolo
by nehospodárne robiť z neho celý nôž, Vyrábajú sa len malé
normalizované doštičky, ktoré pripájame na tvrdo, hoci meďou, alebo
ešte lepšie, priskrutkujeme prílnžkou
na čele noža.
Rozdiel medzi pripájanou a priskrutkovanou
doštičkou tvrdého kovu na čele noža ukazuje obr. 3-4. Skúšky dokazujú,
že priskrutkované doštičky sú niekedy výhodnejšie než pripájané, protože doštička sa teplom pri
spájaní môže poškodiť. Priskrntkovaná
doštička musí byť dobré uložená a opretá. aby sa neuvoľňovala. Doštička
je tak brúsená, že môže rezať všetkými štyrmi hrotmi po otočení, keď sa
jeden hrot otupí,
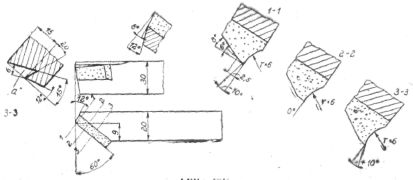
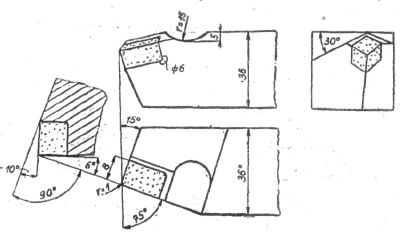
Na obr. 3 je nakreslený nôž úderníka
Obr. 3.
Svobodu,
ktorý rezal prerušované plochy na výkovkoch z ocele, pevnosti 80 - 100
kg/mm2. Doštička bola z tvrdého kuvu S1, mala záporný uhol -15°
až -25° podľa tvrdosti materiálu (kreslený je -15°). Maximálna rezná
rýchlosť je 629 m/min. pri posuve 0,35 mm/obr. Podrobnosti sú v II. vydani brošúry
V. Svobodu: „Ako som
splnil päťročnicu za jeden rok", Praha, Práce, 1951. Na obr. 4 sú
nakreslené uberáky na
oceľ.
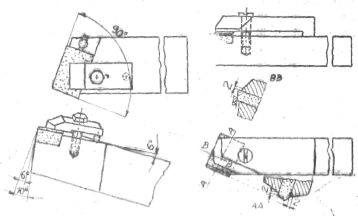
Obr. 4.
Mechanicky pripínané doštičky z tvrdých kovov
používajú sa stále častejšie, pretože majú početné výhody. Príklad
takéhoto osvedčeného noža Ing. Barsova
a Fesenka zo závodu „Frezer" je na obr. 5 (podľa
spisu N. N. Pukov: Rezervy instrumentalnovo
chozjajstva mašinostroiteľnovo zavoda", Mašgiz
1950, str, 96).
Doštička je pridržaná podložkou a skrutkou. Aby sa doštička mohla
trochu posunovať, opora je nastaviteľná, a dosadá do zúbkov. Tým sa
môže využiť väčší kus doštičky Pre ostrenie sa doštička sberá s držiaka. Aj túto
doštičku ľahko upravíme, aby sa mohla raz
Obr. 5.
obracať, prípadne v ľavom držiaku ešte dva razy.
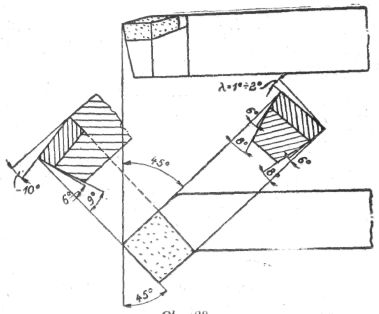
Iný spôsob úpravy nožov s pripnutými doštičkami ukazuje obr. 6-7.

Obr. 6.
Obr. 7.
Obr. 4. Uberáky
na oceľ, opatrené doštičkami z tvrdých kovov, pridržovanými mechanicky
podľa spisu G. A. Pries:
Skorostnoje rezanije metallov,
Moskva Mašgiz, 1950,
str. 71. Držiaky i pripínacie príložky sú kalené. Najmä konštrukcia
vpravo sa dobre osvedčila
vo veľkej strojární v Kijeve.
Skrutka len drží príložku v určitej polohe. Doštička tvrdého kovu sa
pripína, na suporte
silnými skrutkami, ktoré tlačia, na príložku a tým pripínajú nôž. Okraj
príložky je súčasne lámacou hranou triesok.
Obr. 5. Pripínanie doštičky tvrdého kovu na
držiak. Pri ostrení doštičky sa držiak nesníma, uvoľňuje sa len
doštička. Hlavné výhody pripínaných doštičiek sú: doštička sa netrhá
tým, že sa rozťahuje teplom menej než oceľ držiaka. Priskrutkovaná
doštička znesie väčší počet ostrení než pripájaná, preto zavedenie
pripínaných doštičiek šetrí tvrdý kov. Ostrenie nožov je rýchlejšie a
dokonalejšie. Sníži sa
aj počet držiakov, pretože ten istý držiak je vhodný pre rôzne doštičky.
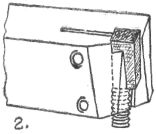
Obr. 6-7. Nože s pripnutým kolíkom z tvrdého kovu.
Dokonalo využijú skoro celý kolík kovu, pripevnenie neprekáža odchodu
triesky. V úprave 1. je kolík opretý o skrutky a tlačený dolu len
trieskou. Je súci pre ľahké práce a pre hľadenie. V úprave 2. je držiak
rozrezaný a sviera
kolík tiež so strán. Tento nôž je vhodný i na ťažké práce.
Užitočná tabuľka: sovietske a naše tvrdékovy
Sovietske značky tvrdých kovov treba stále
doplňovať, pretože vývoj prudko napreduje. Určité značky sa však predsa
ustálily a
môžeme ich porovnávať s našimi. To má veľký význam pri štúdiu
sovietskych brošúr:
vidíme hneď, akým asi nožom boly
výsledky dosiahnuté.
|
Sovietska
norma,*)
|
Československá
norma
|
|
nová
stará
|
značka
označenie kovu farbou
|
|
T21K8
& 21 alebo T21VK7
|
Fl sivá na oceľ
|
|
T15K6
& 15 alebo T15VK7
|
S1
ružová na oceľ
|
|
|
S2
oranžová na oceľ
|
|
T5K6
& 5
|
S3
karmínovočervená na oceľ
|
*) T
značí titan, K kobalt, V volfrám, číslo značí percento karbidu. Kov T 5
K 10 má 5% karbidu titánu, 10% kobaltu, teda 85% karbidu volfrámu. Kov
V K 6 má 6% kobaltu a ostatných 94% karbidu volfrámu.
|
Sovietska
norma
|
Čéskoslovenská norma
|
|
nová
stará
|
značka
označenie kovu farbou
|
|
VK6
PE6
|
G1
bledomodrá na liatinu
|
|
VK12
PE12 alebo VK10
|
G2
hnedý oker na liatinu
|
|
VK3
PE3
|
G3
čierna na liatinu
|
|
VK8
PE8
|
H2
žltá na liatinu
|
|
VK6T
|
H1
ultramarín na liatinu
|
Mnoho značiek tvrdých kovov z SSSR (napr. T30K4)
sa nemôže priamo porovnávať s našimi, lebo majú iné složenie a vlastnosti. Napríklad
na liatiny a tvrdé farebné kovy sú najlepšie značky VK6 = PEH6, VK12 =
PEH12 a i. Novší tvrdý kov Ti4K8 alebo T15K6 má pri práci asi dva až
tri razy väčšiu trvanlivosť než T5K10, lebo pri rovnomernej trieske a
rovnakej trvanlivosti môže pracovať rýchlosťou 25-30%, väčšou než T5K10.
Tvrdý kov VK2 znesie pri rovnakej trvanlivosti o
30 až 40% väčšiu rýchlosť než kov VK8 (náš H2). Pre rýchlosti nad 150m/
min. je vhodnejší kov VK2.
Samotné vyššie rýchlosti nedostačujú
Zvýšenie reznej rýchlosti nie je jediným kľúčom k
väčšej produktivite. Preto si nesmieme myslieť, že stačí na stroji nastaiviť nejaké nové čarovné
väčšie rýchlosti a záporné uhly a už je problém produktivity vyriešený.
Cesta k najvyšším cieľom nie je taká ľahká. Najskôr taký mechanicky
urobený pokus vedie k neúspechu. Treba sa tiež postarať o prípravu
nástrojov a strojov a o slučovanie
operácií, o prísun materiálu, teda aj o organizačné zmeny. Vtom nám
práve najviac môže pomáhať výmena skúseností. Zavedením veľkých rezných
rýchlostí vznikajú nové pracovné a výrobné podmienky, ktoré vyžadujú a
vytvárajú i nových ľudí. Musí sa zvýšiť znalosť teórie, sústrediť sa na
rozvážnu prácu a na jej prípravu. Treba vymyslieť nové pripínacie,
pracovné a dopravné pomôcky, v podstate teda riešiť naraz celý rad
nových problémov, ktoré samy vyrastajú.
Pre zavedenie rýchlostných metód obrábania je
potrebné:
1. modernizovať stroje,
2. poznať novú geometriu ostria, tiež
vzhľadom na odchod triesky,
3. organizovať ústrednú výdajňu a
brusiareň nožov,
4. prideľovať prácu v sériách na určitý
stroj a určitému robotníkovi,
5. plánovať výrobu až na pracovisko,
6. zlepšiť automatizáciu práce,
pripínania a obsluhy strojov,
7. snížiť
stratové časy,
8. zvýšiť politickú a technickú úroveň
robotníkov a sraďovačov.
Napríklad na skrátenie stratových časov veľmi
prispieva mechanické alebo elektrické vypínanie posuvov. Pri obrábaní
veľkou rýchlosťou je posuv ľahko 10 mm za sekundu. Aby nôž nenarazil na
čelnú plochu, robotník často predčasne vypne posuv a dotiahne ručne. To
je veľká strata, lebo úpravou samočinného vypínania posuvu s presnosťou
na 0,1 mm skráti sa pri obrábaní odstupňovaných hriadeľov pracovný čas
až o 40%. Popis sovietskej úpravy tohto prístroja uvádza časopis Stanki i instrumenti,
1949, č. 6. Z našich je napr. na celom svete veľmi známa vypínacia
skrinka na sústruhoch Škoda SUR.
Zavedenie tvrdých kovov do výroby je jednou z najlepšíoh ciest k zvýšeniu
produktivity obrábacích strojov. Po krátkej inštrukcii sa zvýši výkon
každého, i staršieho sústruhu aspoň o 25%. Stroj, stavaný pre prácu s
tvrdými kovmi, má výkon asi 10 ráz väčší než rozmerove
rovnako veľký stroj staršej konštrukcie.
Ak sledujeme rekordné výkony stachanovcov,
poznáme, že najlepšie výsledky dosiahli:
a) zavedením tvrdých kovov, t. j.
zlepšením geometrie ostria nástrojov a zvýšením rýchlosti,
b) organizačnými zmenami v práci.
Pretože nôž s tvrdým kovom je asi 4 razy drahší
než rýchlorezný, veľmi
mnoho záleží na úvodnej inštrukcii, ako sa ním má pracovať. V tom je
dôležité poslanie referenta pre tvrdé kovy a vysoké rezné rýchlosti. Zo
skúsenosti je známe, že pri neorganizovanom zavádzaní tvrdých kovov
(bez inštruktáže) sa mnoho nožov poškodí. Preto treba robotníctvo í
technikov školiť, aby presne vedeli, ako postupovať. Samotné školenie
však nestačí, treba aj v ľuďoch vychovať dobrú vôľu, smysel pre sebadisciplínu, aby
sa riadili presne doterajšími skúsenosťami, ktoré sú pre hospodárne
obrábanie nevyhnutne potrebné. Tvrdé kovy, vedúce k vysokým
rýchlostiam, vyžadujú bezpodmienečne disciplinovaných a mysliacich
robotníkov, technikov i vedúcich. Nečakáme s ich zavádzaním na nové
stroje, ale schopného sústružníka vymenujeme za referenta pre tvrdé
kovy, aby školil ostatných a zaistil zavedenie potrebných organizačných
zmien.
O zvyšovaní produktivity pri rezaní kovov hovorí
prof. Dr. N. Larin,
nositeľ Stalinovej ceny, v prednáške „Skorostnoje
re-zanije metallov", r. 1950:
„Pre trvanlivosť rezných nástrojov je
najvýhodnejšie zväčšiť hrúbku triesky, pretože zvýšenie reznej
rýchlosti zaviní aj zvýšené opotrebovanie. Mimoriadne dobré výsledky
možno dosiahnuť pri sústružení a frézovaní liatiny. Početné príčiny
bránia zvyšovaniu produktivity zväčšením hrúbky triesky. Môžeme však
zvýšiť produktivitu ešte jedným spôsobom, zvýšením reznej rýchlosti."
To bolo práve umožnené až zavedením tvrdých kovov
a preštudovaním najvhodnejších podmienok ich práce. Je prirodzené, že
ťažisko týchto výskumov je v Sovietskom sväze,
v krajine s najpokročilejšou výrobnou technikou.
Ostrenie nožov s tvrdými kovmi
Ostrenie vyžaduje osobitné zariadenie, preto v
dobre organizovaných dielňach si robotník nebrúsi nože sám. Na to je
zariadená nástrojáreň, kde majú nielen špeciálne brúsky, ale aj
mikroskopy na hľadanie trhliniek na ostriach*): v poslednom čase majú aj
*) Nôž
s trhlinkami treba vyradiť a opravit
obrúsením, lebo by sa ľahko odlúpilo ostrie pri práci.
prístroje na elektrolytické ostrenie a obrábanie
tvrdých kovov elektrickou iskrou. Obyčajný brús sa nehodí na brúsenie
tvrdých kovov.
Mimoriadne dôležité je dokonalé vylapovanie čela noža, po ktorom
odbieha trieska. Lapuje
sa tak, že najväčšia drsnosť nemá prestúpiť hĺbku 0,001 mm. Dokonale lapovaný nôž mal výkon až 20 ráz
väčší než len brúsený. Lapuje
sa bakelitovým kotúčom s diamantovým práškom, zvláštnymi brúsmi z karborunda,
karbidu kremíka čiže sicíliumkarbidu
karbidom, bóru v prášku ná
liatinových kotúčoch, elektrolyticky doskou z nehrdzavejúcej ocele a
práškom karbidu bóru, ale aj prudkým prúdom pary s brúsnym práškom a
pod.
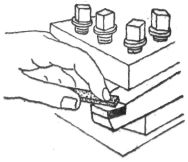
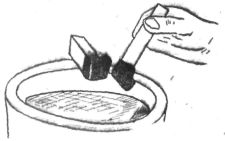
Pretože lapovanie
nožov má veľký význam, zmienime sa o ňom trochu podrobnejšie. Nože
totiž nelapuje len
nástrojáreň pri ostrení, ako sme to vyššie spomenuli, ale aj robotník
pri práci. Len čo sa na noži ukazujú stopy otupenia, vyleští sústružník
ostrie ručným brúsikom (kamienkom) tak, že nôž nesníme so suportu, podľa obr. 8. Kamienok
drží tak, aby ležal na celej leštenej ploche, nepoškodil ostrie a
hladil plochu tým smerom, ktorým beží trieska.
Trvanlivosť noža sa tým značne predlžuje. Než nôž
vyberieme a znova ostríme, môže sa také leštenie kamienkom niekoľko ráz
opakovať. Potom stačí na lapovanie
niekoľko pevných, rovných ťahov kamienkom, aby sa vyhladil zdrsnený
povrch.
Brúsiaci kamienok má napr. na jednej strane zrno
320, na druhej 400. Občas kamienok zarovnáme brúsením na rovnej kovovej
doske, posypanej práškom karbidu asi rovnakej zrnitosti, ako je zrnko
kamienka, chladené vodou.
Obr. 8,
Skúsenosť ukázala, že trvanlivosť nožov na hrubovanie ocele sa značne
zvýši, keď reznú hranu srazíme
ručným brúskom pod 45°,
obr. 9, aby vznikla ploška,
široká asi 0,1 mm. Celkom ostré

ostrie by sa pri obrábaní ocele porušovalo
okovinami i väčšími trieskami. Vhodný kamienok má rozmery 6 x 20 x 100
mm, zrno 280, tvrdosť N je z karbidu kremíka. Pri nožoch na liatinu,
hliník a ostatné materiále nechávame ostrie ostré. Dlhšie vydrží a dáva
lepší povrch.
Chemieko-mechanické
ostrenie je jeden z najväčších triumfov sovietskej vedy. Stroj je v
podstate veľmi jednoduchý. Vo vaničke z nehrdzavejúcej ocele, v ktorej
je niekoľko centimetrov elektrolytu (roztok solí striebra, medi alebo
ortuti, napr. CuS04 v koncentrácii 20%, teplý
40°), otáča sa vodorovná doska priemeru asi 40 cm z nehrdzavejúcej
ocele, obvodovou rýchlosťou asi 1,5 m/sec.
Na dosku sa nanesie brúsiaca pasta, hoci karbid bóru, zrnitosti 60.
Nože sa pripnú na jednoduchý držiak (viac nožov naraz), aby boly postavené vhodne šikmo a ležaly brúsenými ploškami tvrdého kovu na doske.
Držiak je spojený páčkou, ktorá ním kýva po doske. Jeden robotník obslúžinajmenej 10 týchto
strojov a ostrí tak asi 60 nožov naraz. Nevyžaduje to mimoriadnu
kvalifikáciu, ani opatrnosť, nože sa nepokazia*).
*)
Viď. sborník Mašinostrojenie, diel 7, Moskva,
Mašgiz 1949.
22
Obr. 9.
Početní sovietski stachanovci obšírne popisujú,
akou veľkou prácou bolo pri zavádzaní tvrdých kovov, kým sa robotníci
odučili sami si ostriť nože. O nevyhnutnosti ústrednej, vedecky
vystrojenej brusiarne ich najlepšie presvedčila skúsenosť, že nôž z
brusiarne vydrží dlhšie než nôž, ktorý si naostrili sami. Preto na
začiatku smeny dostáva robotník- už naostrené nože na celú smenu,
prípadne si ich vymení za otupené. Potom treba rozlišovať otupenie
ostria od poškodenia, viď Adolf
Vacek - Dr.
J. Korecký, „Řezné nástroje s tvrdými kovy s příklady nástroju sovětských stachanovcú", Praha, Práce 1951.
Ostrie nožov chránime proti poškodeniu klobúčikmi
z tvrdej lepenky, vyloženými papierovou vatou, alebo ešte lepšie
namáčaním do roztavenej plastickej hmoty. Tak vznikne pružný povlak,
ktorý nelipne na ostrí, môže sa sňať po natrhnutí alebo narezaní a
znovu nasadiť. I keď spadne nôž s povlakom ostrím na dlaždicovú dlážku,
náraz sa stlmí a ostrie sa nepoškodí.
Predpis pre hmotu ,na chránenie nástrojov:
V plechovej, železnej alebo smaltovanej nádobe
zohrejeme na elektrickom variči 750 g dobrého hustejšieho strojného
oleja a 1900 g dibutylftalátu
(t. j. hustá tekutina, používaná ako mäkčidlo pri výrobe lakov) na
teplotu 220°C (meriame ju teplomerom). Po častiach pridávame 2350 g etylcelulózy (t. j. žltá
rohovitá hmota v kúskoch alebo drobných kockách) za stáleho miešania.
Vznikne tekutina, ktorá má farbu a hustotu ako rozohriaty med.
Nástroje, očistené len od prachu a špiny, nie od mastnoty, sa do
tekutiny ponoria ostrím a hneď sa vytiahnu,
podľa obr. 10.
23
Obr. 10.
Na ostrí sa vytvorí hrubší pružný povlak, ktorý po
vychladnutí vypocuje na
kove olej, takže hmota neprilipne a nástroj sa konzervuje. Hrúbka
povlaku sa spravuje podľa toho, či ponorujeme
nástroje chladné, alebo mierne ohriate. Nikdy však nesmieme prehrievať
taveninu.
Po skončení práce necháme hmotu vychladnúť.
Stuhne, môže sa však ľubovoľne kedykoľvek roztaviť opatrným ohriatím
nad 200°. Tiež sňaté klobúčiky, keď sa nepoužívajú trvale, môžu sa
znovu vrátiť do hmoty a roztaviť.
Nože ukladáme na prenášanie najlepšie do drevených
škatuliek vo vhodných súpravách (obr. 11). V skladištiach bývajú nože
urovnané ostrím dozadu na poličkách, aby bolo vidieť farebné označenie
na koncoch nožov.
O tejto ochrane ostrí sa osobitne zmieňujeme,
pretože i nepatrné poškodenie ostria, ktoré nie je okom ani viditeľné,
môže byť začiatkom rýchleho porušenia a sníži
podstatne životnosť noža.

Obr. 11.
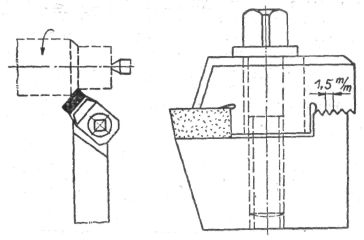
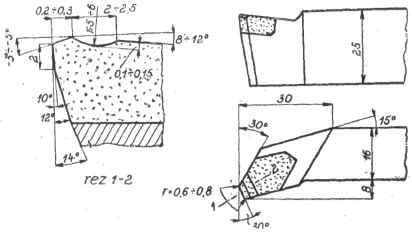
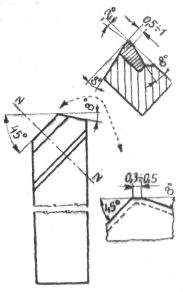
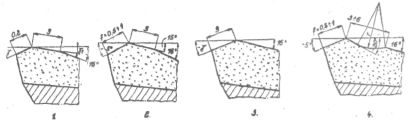
Zápore (negatívne) uhly na čele noža
Tri základné tvarý ostria, a príslušné rezné
rýchlosti pri obrábaní ocele ukazuje obr. 12-14. Môžeme na ňom sledovať
aj vývoj uhlov na ostriach.
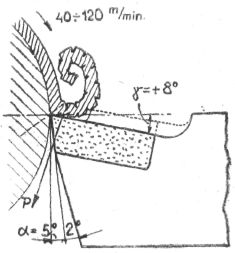
Starší typ noža na obr. 12, bežný asi do r. 1936,
ktorý sa v určitých prípadoch ešte používa, mal kladný uhol čela +8°.
Trieska sa niekedy láme o výstupok, nazvaný lámacia hrana triesok. S
takýmito nožmi pracovali sovietski stachanovci ( gamma = +8° až 0°)
Gavrilov,
Oborntov, Lichoradov už v r. 1936 reznou
rýchlosťou cez 100 m/min. Nôž so záporným uhlom, nakreslený na obr. 13,
znamenal veľký prevrat. Záporný uhol spevňuje najmä ostrie, preto má
význam najmä pri prerušovanom reze. Je nevyhnutné rezať veľkou
rýchlosťou. Trieska je žeravá, obrobený povrch je chladný, lesklý
Obr. 12.
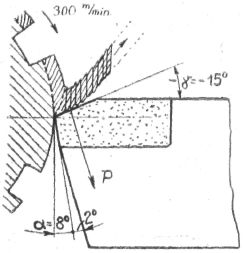
Obr. 13.
ako po brúsení, prosný. Nôž vydrží dlhšie než s
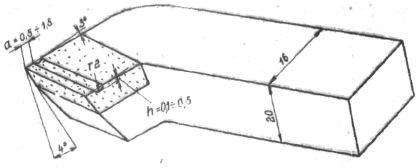
kladným uhlom čela, Stachanovský nôž, nakreslený na obr. 14, má na čele
záostrie
„z", široké asi 0,8 posuvu. Pri posuve, napr. s = 0,5 mm/obr., je šírka
z = 0,4 mm. Za zaostrím je žliabok polomeru, napr. 2 mm. Záostrie i žliabok sú veľmi
dokonale vypracované a lapované.
Pri vedeckých pokusoch
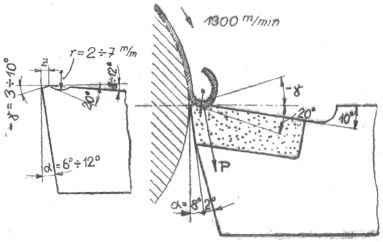
Obr. 14.
sa takýmito nožmi rezala oceľ rýchlosťou vyše 2000
m za min.*)
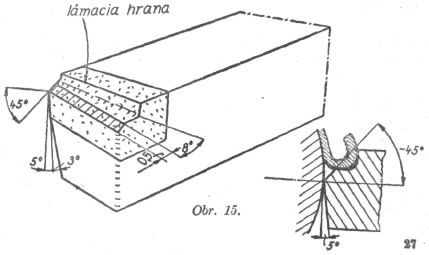
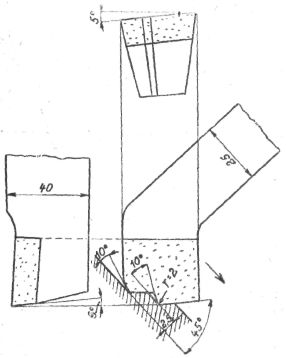
Na niektorých prácach sa osvedčily
i veľké záporné uhly, napr. podľa obr. 15 (viď tiež obr. 9). Hladiaci
nôž na prerušovaný rez na oceli má tu záporný uhol -45°. Na prvý pohľad
sa zdá nemožné, že tento nôž vôbec nereže. Obyčajná skúška však ukáže,
že pri dostatočne veľkej rýchlosti reže výborne a obrobená plocha je
hladká aj presná. Pri ostrí je vybrúsená šikmá lámacia hrana triesok.
Týmto nožom bol sústruhovaný povrch veľkých svarovaných
bubnov (prerušovaný rez) rýchlosťou 250 m/min. za sucha.
Sovietski stachanovci i vedeckí pracovníci sa
stavajú k všeobecnému používaniu záporných uhlov na nožoch prísne
kriticky. Taktiež stachanovec Býkov vysvetlil našim pracujúcim pri
svojej poslednej návšteve v apríli 1951, že pre najvyššie rezné
rýchlosti
*)
Stachanovec P. Býkov oznamuje v liste našim robotníkom z 27. II. 1951,
že dosiahol reznú rýchlosť 2400 m/min. Pri pokusoch v Škodovke sa
prekročilo 1600 m/min. (úderník Čížek).
používa normálny nôž a záporný uhol sa používa len
pre prerušovaný rez, aby spevnil ostrie (viď prejav úderníka J.
Veselého zo Škodovky, Smíchov,
Lidové
noviny z 13. 5. 1951, s. 2). To je napokon príznačný rozdiel proti barnumskej rekláme, s ktorou túto „novinku"
hlásali z USA asi v r. 1943. Len na ukážku tu citujeme dva hlasy, vedca
a stachanovca.
1. Prof. M. N. Larin,
laureát Stalinovej ceny, v brošúre
„Skorostnoje rezanie metallov", Moskva, Pravda 1950
(prednáška v Ústrednej čitárni Spoločnosti pre rozširovanie technických
a vedeckých znalostí):
„Musíme nevyhnutne poznamenať, že v praxi sa
používajú nástroje so záporným čelným uhlom často celkom nesprávne. Je
to preto, že niektorí robotníci majú sklon pripisovať zápornému uhlu
čela akési magické vlastnosti, ktoré vraj majú za následok zvýšenie
produktivity rezania. V podstate však záporný uhol čela slúži najmä na
spevnenie ostria a na vytvorenie takých podmienok, ktoré sú potrebné
pre obrábanie so zvýšenou akosťou povrchu. Nástroje so zápornými uhlami
majú podstatné nedostatky. Vyžadujú vysokú radiálnu i týčnicovú reznú silu, zvýšenie
príkonu a použitie drahých obrábacích strojov s väčším výkonom a
obrátkami."
„Preto záporné uhly čela sa majú použiť len pri
obrábaní ocele s vysokou pevnosťou, vyššou než 80 kg/mm2,
keď je skutočne potrebné spevnenie ostria. Pri obrábaní ocelí, ktorých
pevnosť je menšia než 80 kg/mm2, majú sa
používať rezné nástroje s kladnými uhlami čela, spevnené záostrím s uhlom -10° v šírke
nie viac než dva posuvy na obrátku."
Početnými praktickými skúškami sa zistilo, že
záporný čelný uhol môže byť osožný pri nástrojoch z dnešných tvrdých
kovov, používaných pri veľkých rýchlostiach. Až budú tvrdé kovy
zdokonalené, bude sa značne meniť i tvar ostrí nožov. Zatiaľ stále
platí pravidlo, že záporné uhly predovšetkým spevňujú ostrie, osvedčia
sa teda tam, kde je toto spevnenie potrebné.
Druhý citát práce vynikajúceho praktika:
2. J. T. Bielov,
laureát Stalinovej ceny, v brošúre
„Stachanovskij učastok skorostnych
metodov
rezania metallov",
Moskva, Pravda 1950: „Nie je to tak dávno, čo mnohí súdruhovia si
mysleli, že obrábanie veľkými rýchlosťami je možné len nožmi so
zápornými uhlami. Pokusy mi dokázaly,
že také nože majú rad nedostatkov, ktoré zaviňujú, že nie sú vždy
výhodné (napr. obrábanie čapov menšieho priemeru na stredných
točovkách.) Potrebujú o 25-30% väčší príkon. Vznikajú veľké radiálne
sily, z toho vibrácie obrábanej súčasti. Najlepšie sú nože so zaostrím,
za ktorým je žliabok a potom kladný uhol čela +gamma
= 8° až 12°. Záporné uhly sa osved-čily
pri silnejších strojoch, napr. pri obrábaní výkovkov."
PRÍKLADY NOŽOV SOVIETSKYCH STACHANOVCOV
Tieto ukážky nožov sú vybrané zo sovietskej
literatúry stacha-novskej
a vedeckej. Všetky boly
prekreslené tak, aby obrázky získaly
jednotný ráz a boly
názornejšie. Bolo to nevyhnutné tiež preto, že sovietska norma
technického kreslenia sa značne líši od našich noriem. Rozmery sú (ako
vždy v strojníctve) v milimetroch.
Obr. 16. Nôž G. Bortkieviča,
sústružníka zo Sverdlovovho závodu v Leningrade. Obrábal už pred viac
rokmi složité osadené
hriadele reznou rýchlosťou 650 m/min. Doštičku na ostrí mal z tvrdého
kovu
Obr,
16.
T15K6, čo zodpovedá našej značke S1. Sústružník Golovkin zo závodu Boľševik
zlepšil lapovaním
ostrie a malými úpravami Bortkievičov
rekord tak, že seriove
obrábal oceľové čapy rýchlosťou 810 m/min. Zvláštnosťou je záostrie pred žliabkom na čele,
široké len asi ako posuv (niekedy lepšie vyhovovala šírka 0,8 posuvu).
|
Bortkievičova norma pri seriovej
výrobe:
|
|
|
Ocel pevnosti 80 80 60
|
kg/mm2
|
|
Rezná
rýchlosť 700 540 420
|
m/min.,
|
|
Hĺbka
rezu 1,8 2,0 2,5
|
mm
|
|
Posuv
noža 0,22 0,22 0,18
|
mm/obr.
|
Pri mnohých prácach a skúškach prestúpil Bortkievič rýchlosť 1200 m/min,
Pracuje síce na normálnom rýohlobežnom
sústruhu ale príprave stroja venoval veľkú starostlivosť. Pre základ
vykopal jamu, hlbokú 2,30 m. Najprv tam ubil dve vrstvy silných
dubových brvien, položených krížom cez seba, Na nich postavil betónový
základ, vysoký 180 cm, na ktorý sa sústruh dokonale pripevnil.
Okolo základu bola medzera 20 cm široká, vyplnená smesou popola a rašeliny.
Vreteno stroja bolo potom čo najstarostlivejšie vyvážené, ložiská a suporty boly
vyregulované tak, aby nemalý vôľu. Pravda, z toho nevyplýva, že každý
sústruh pre prácu s veľkou rýchlosťou musí mať taký mohutný základ.
Skôr je tento pokus ukážkou, ako zodpovedne začínal súdruh Bortkievič svoju úlohu a ako
naozaj s vedeckou dôkladnosťou vylučoval všetky vplyvy, ktoré by mohly ohroziť zdar celého diela.
Ostrie, spevnené záporným uhlom, znáša najväčšie
rýchlosti, najmä na prerušovanom reze, kde nie je stále v zábere, a
preto sa lepšie ochladzuje. V popise svojej práce Bortkievič obsiahle vysvetľuje,
akú starostlivosť venoval vymedzeniu chvenia (viď sborník Na vysokich skorostiaoh,
Moskva 1949). Práca sa nedarila, dokiaľ nebol sústruh izolovaný od
okolia, ako sme hore popísali, aby sa na nôž a vreteno neprenášalo
chvenie okolitých strojov (najmä frézovačiek). Mnoho záleží aj na
pevnom pripnuti obrobku. Hrot stavia Bortkievič 0,6 až 1 mm pod
stred, čím zmenší chvenie.
Po poradách stachanovcov Bortkievič
vždy varuje súdruhov, aby nevykonávať zmeny vo výrobe hneď, len čo sa
zjaví nejaká myšlienka. Radí vec si premyslieť („Nebuď lenivý pozrieť
do knihy, snaž sa preskúmať aj iné variácie. Dva razy mier a raz páľ, toho sa držím").
„Neviem si predstaviť stachanovca, ktorý by
nečítal knihy a dennú tlač, a to nielen tie, ktoré sú úzko späté s jeho
povolaním," končí Bortkievič
výklad o svojej práci*).
Obr. 17. Nôž P. Bykova,
sústružníka z moskovskej továrne na stavbu brúsiacich strojov. Obrábal
ním oceľ rýchlosťou 300 až 800 m za min., pri hĺbke rezu 1,5 až 2 mm.
Posuv na obrátku bol 0,5 až 1,5 mm. Doštička na ostrí z tvrdého kovu
T15K6 alebo T30K4 (to je asi ako náš S1 a F1). Záostrie
na čele je pre mäkkú
*)
Podrobný popis a rozbor Bortkievičovej
pracovnej metódy v spise E. D. Terman
- M. M. Turin, Skorostnoje metody roboty tokarja Bort-kieviča,
Metalurgizdat
1948.
Obr. 17.
oceľ, široké a = 0,5 mm, žliabok je hlboký h = cca
0,2 mm. Pre tvrdú oceľ je šírka záostria
a = 1 až 1,5 mm, hĺbka žliabku h = 0,5 mm. Mimoriadny dôraz sa kladie
na dokonalé lapovanie
ostria. Roku 1948 už pracovali Bykov
a jeho žiaci v hromadnej výrobe, rýchlosťou 1138 metrov za min., pri
hĺbke rezu 10 až 12 mm, s posuvom 0,5 až 0,8 mm na obrátku. Už r. 1946
bola pri celom rade operácií v seriovej
výrobe obrábacích strojov zavedená nová, staehanovská
norma 600 až 800 m za min. a začalo sa s úpravami sústruhu pre
rýchlosti vyše 1000 m za min.
Bykov
prvý rozšíril obrábanie veľkými rýchlosťami aj na veľké stroje, najmä
lícne sústruhy a karusely.
Liata oceľ, priemeru 540 mm, bola sústružená 500 obr./min., teda reznou
rýchlosťou 848 m za min. Hĺbka rezu bola 10 až 12 mm, posuv 0,5 až 0,8
mm na obrátku. Inokedy bola sústruhovaná oceľ pri posuve 1 mm/obr. pri
hĺbke rezu 15 mm.
Je zaujímavé, že Bykov
nikdy nepoužíval záporné čelné uhly, vždy vybrúsil na nožoch malý
kladný uhol. Prihovára sa za kladné uhly (viď sborník
,,Na vysokich skorostiach", Moskva, 1949).
Dávajú pokojnejší chod, trieska nebeží smerom hore ako pri záporných
uhloch, nôž sa menej ohrieva a obrobky
sú presnejšie. Bykovovi
vydržia nože 90 až 120 min. pri rýchlostiach 600 až 800 m/min. Žliabok
na čele je veľmi dôležitý, aby trieska, bežala na bok. „Stály boj
sústružníka s trieskou človeka veľmi unavuje," píše Bykov.
S rastúcou popularitou, najmä, po zvolení za
poslanca do Najvyššieho sovietu SSSR, žiadajú robotníci často Bykova o radu a chcú od neho
nože, aké on používa, aby im išla práca rovnako dobre. „To je chyba,"
píše Bykov, „nože síce
môžu dostať, ale k obrábaniu veľkými rýchlosťami majú ešte veľmi
ďaleko." Obsiahlo potom zdôrazňuje požiadavku najvyššej odbornej
kvalifikácie robotníkov.
Za 3 roky splnil Bykov
17 ročných noriem, vo februári 1951 vyhotovuje už úlohy na r. 1972 a
dosiahol už rezné rýchlosti 2400 m za min. Pre takúto prácu potrebuje
len jednoduché sústružnícke úkony. Preto často obrobky
sníma a znova pripína. Aby tým neutrpela presnosť, má dokonale vyvážené
a vyregulované skľučovadlo. Súčasť, ktorú by normálny sústružník
opracoval na dve pripnutia, obrába Bykov
na 8 pripnutí, ale stále sa to ešte vyplatí.
V predvečer 23. februára 1951 napísal Bykov krásny list našim
robotníkom. Zdôrazňuje v ňom význam komplexnej, brigády robotníkov a
inžinierov pre zlepšenie práce. „Komplexnú brigádu," volajú u nás nie
nadarmo trvalo účinkujúcou. Trvalo, bez prestávky, hľadá a nachádza
stále nová a nové rezervy."
Obr. 18.
„Ľudia stále myslia, hľadajú, zvyšujú svoju
kvalifikáciu objavujú nové metódy, osvojujú si najlepšie spôsoby. V tom
je základný význam komplexnej brigády, v tom je prameň našich úspechov."
V staršom liste Bykov
píše Bortkievičovi„
Vyžadujem od svojich žiakov hlboké vedomosti o sústruhu, aby poznali
každú súčiastku. To je základ sústružníckeho remesla, Jedine s takými
podmienkami sa nám podarí využiť všetky možnosti sústruhu. Je potrebné,
aby sme mládeži stále vštepovali, že skutočným odborníkom sa môže stať
len ten, kto sa stále učí."
Obr. 18. Nôž J. T. Bielova.
Tvar žliabku, ktorý svinuje
triesku, závisí od druhu obrábaného materiálu, od posuvu a od
rýchlosti. Tento nôž je vhodný pre posuv 0,25 až 0,6 mm/obr., pre oceľ
pevnosti asi 100 kg/mm2,pr hĺbke rezu 2 až 3 mm.
Trieska beží v šroubovici
priemeru 10 až 12 mm, smerom šikmo dolu. Žliabok je zhotovený elektroeróziou, elektródou
priemeru 3 mm z medi, za jednu a pol minúty. Pri rýchlosti v = 100 až
200 m/min. obrábali hriadele, posuv bol 0,33 mm/obr., hĺbka rezu 2 až 3
mm, ostrie z tvrdého kovu T14K8 vydržalo 75 až 100 min.
Obr. 19.
Obr. 20.
Obr. 19-20. Dva nože J. T. Bielova
na obrábanie tvrdšej ocele. Podľa skúsenosti J. Bielova
omnoho viac než na zápomých
uhloch záleží na použití vhodného tvrdého kovu. Na oceľ sa najlepšie
osvedčil T14K8, potom T15K6. Do rýchlosti 100 m/min. na hrubovanie výkovkov vyhovel
T5K10 s chladením. Oceľ valcovanú za tepla rezaly
rýchlosťou do 125 m/min. najlepšie nože s tvrdými kovmi T14K8, väčšou
rýchlosťou T15K6. Na liatine rezaly
tieto nože s doštičkami z tvrdého kovu VK2 nahrubo, rýchlosťou 90-100
m/min., načisto rýchlosťou 150-160 m/min.
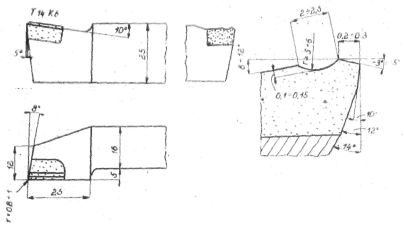
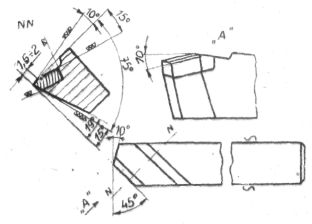
Obr. 21. Normalizovaný sovietsky nôž na súsťruženie ocele, pevnosti 80
kg/mm2, veľkými rýchlosťami. Na čele je záporný
uhol (-10 stupňov). Všimnime si najmä uhly na ostrí noža. Na čele je záostrie, dlhé 4 mm, na chrbte
plôška, široká 2 mm, dokonale lapovaná.
V pôdoryse vidíme, že hrot noža mal polomer 1,5 mm a hlavné ostrie je
nastavené pôd uhlom 60°. Početné stachanovské pokusy
Obr. 21.
dokazujú, že staré údaje o hrotoch nožov treba
opraviť. Zavádzajú sa teraz väčšie polomery na hrote (až donedávna sa odporúčaly nože s hrotom len
máličko zaokrúhleným).
Obr. 22. Nôž stachanovca T. Fomíčova. Na Ostrí je vybrúsený
stupeň (napr. elektroerozívne,
liatinovým kotučom*).
Tým je vlastne ostrie dvojité, druhá časť zaberá triesku, 2,8 mm
hlbokú. Uberanie silnejšej vrstvy sa takto mení na polohrubovanie. Môže sa
mimoriadne zväčšiť rýchlosť, nôž sa šetrí. Po zariadení naších brusiarní strojmi na
obrábanie elektrickými iskrami zaslúži si aj
*)
Populárny výklad, viď časopis Svět
práce 1951, č. 2, str. 12, zo dňa 11. I. 1951, Jozef Chudoba, Ústredný
ústav fyzikálny.
Obr. 22.
táto myšlienka pozornosť. Obe triesky odbiehajú
oddelene. Pri veľkej reznej rýchlosti je rovnako trieska väčšinou
rovná, preto odchádza dobre.
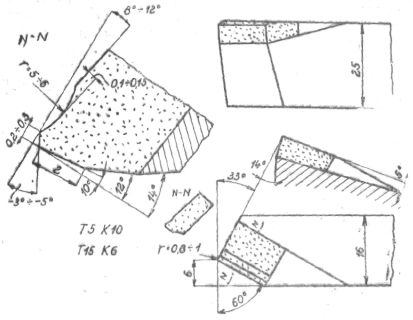
Obr. 23-24. Nože KBEK, vyskúšané skupinou
pracovníkov moskovského leteckého inštitútu (Krivouchov,
Bruštein, Jegorov, Kozlov). Názov noža je
vytvorený z počiatočných písmen mien autorov. Smernicou pre konštrukciu
týchto nožov bolo: zvýšiť teplotu triesky, snížiť
teplotu doštičky, zvýšiť pružnosť a trvanlivosť doštičky. Dosahujú to
najmä malým uhlom nastavenia, preto sa nože hodia len pre prácu na
tuhých súčiastkach, na silných strojoch, pretože pri malom uhle
nastavenia vznikajú veľké tlaky na nôž i na súčiastku. Nože sa osvedčily aj pri sústružení
tvrdých sliatinových a
zakalených ocelí, ako popisuje G. A. Preis,
Skorostnoje
rezanie metallov,
Moskva, Mašgiz 1950, str, 59.:
Obr. 23.
1. Chrómová kalená oceľ pevnosť 160 kg/mm2
bola hospodárne sústružená reznou rýchlosťou 170 m/min. pri posuve 0,21
mm/obr., hĺbka rezu 1 mm.
2. Nehrdzavejúca ocel
pevnosti 70 až 85 kg/mm2 pri posuve 0,21 mm/obr.
a hĺbke rezu 1 mm bola hospodárne sústružená rýchlosťou 285 m/min.
3. Uhlíková ocel
45 (t. j. pevnosti 70 kg/mm2) sa pri posuve 0,25
mm/obr. a hĺbke rezu 1 mm sústružila hospodárnou reznou rýchlosťou 1080
m/min.
Stachanovec Sarajev
z Omska plní použitím
nožov KBEK normu na 350—400%. Príklad jeho práce je na obr. 24. Ako
uvádza F. A. Osipovič (Rukovodstvo dľa tokarja
sudoremontnogo
zavoda,
Moskva, Min. reč. flota 1950), nožmi KBEK sa hladí ocel rýchlosťou 800 m/min. pri
čelnom uhle gama = -4° až -7°, uhle uastavenia
kapa = 10° a
uhle chrbta alfa = 12°. Všimnime si veľký uhol chrbta, zmenšuje to
chvenie (vibráciu).
Obr. 24.
Nože KBEK pracujú obvykle malými posuvmi, 0,1 až
0,3mm/obr., aby sa dosiahol dokonalý povrch. Dva žliabky ,,A" podľa
obr. 23 na chrbte, ktorých hĺbka je menšia než hrúbka triesky, zamedzia
chvenie tam, kde sa nôž s hladkým chrbtom chveje.
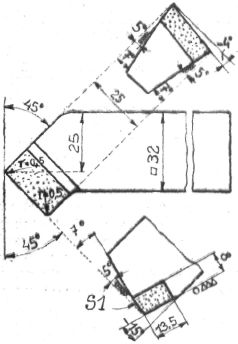
Obr. 25.
Obr. 25. Nôž Ing. Savina,
ktorý prepracoval sústružník G. A. Brejkin.
Normálne sa týmito nožmi obrábaly
složité
oceľové súčiastky rýchlosťou vyše 600 m/min.
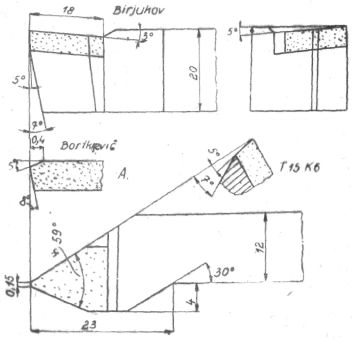
Obr. 26. Nôž Birjukova
zo závodu Stalin v Leningrade, laureáta Stalinovej ceny, na rezanie
závitov veľkou reznou rýchlosťou. Do stúpania 3 mm sa reže závit jedným
nožom, od 3 do 6 mm dvoma nožmi. Dôležité je tiež vyhnutie noža, ktoré
prispieva na zvýšenie pružnosti. Nakreslený je nôž pre stúpanie 2-3 mm.
Pre prácu na tvrdých materiáloch je na čele záostrie
so záporným uhlom -5°. Ako ukazuje detail „A", používa Bortkievič na čele uhol -15°,
ale len na záostrí 0,4
mm širokom. Hrot noža je 0,5 mm až l mm nad osou. Tým sa zmenší
chvenie. Nože pracujú za sucha. Závit M 135 x 3 v dĺžke 290 mm na oceli
s najmenšou pevnosťou v ťahu 52 kg/mm2 sa dobre
rezal rýchlosťou 200 m/min. Dôležitá novinka, ktorú zistil už Bortkievíč: hrot noža má uhol o
30 až 1,5° menší, než je vyrezaný závit. Pri veľkej reznej rýchlosti
materiál v závitoch čiastočne tečie a vytvorí sa na ňom trocha väčší,
správny uhol.
Zaujímavé podrobnosti o rýchlostnom rezaní závitov
uvádza napr. spis G. A. Preis,
Skorostnoje
rezanie metallov,
Moskva Mašgiz 1950. Na
hrubo reže Birjukov
metrický závit nožom, ktorý má uhol hrotu 70°, a až na čisto reže nožom
s uhlom 59°. Na hrubo sa uberá trieska, hrubá asi 0,5 mm, na čisto 0,2
až 0,1 mm.
Príklady výsledkov:
Závit M 60 x 4 sa prv rezal na 15 triesok
rýchlosťou 50 m/min. Zavedením Birjukovových
nožov sa ten istý závit reže na 8 triesok, rýchlosťou 240 m/min.
Strojový čas sa skrátil deväť ráz. Bortkievič
rezal závit M 195 x 2 rýchlosťou 270 m/min. na 3 až 4 triesky, nože mal
podľa obr. 26 „A".
Obr. 26.
Obr. 27. Nôž na sústruženie uhlíkovej a sliatinovej ocele, pevnosti
najmenej 70 kg/mm2, podľa
B. M. Gerst - P. J. Popov, Skorostnaja
na mašinostrojiteľnom
zavode,
Moskva, Mašgiz
Obr. 27.
1948. Pri hĺbke rezu 4 mm a posuve 0,7 mm/obr.
bola trvanlivosť ostria v závislosti od reznej rýchlosti:
|
Trvanlivosť
|
100
|
60
|
50
|
45
minút,
|
|
Rezná
rýchlosť
|
5
|
60
|
150
|
300
m/min.
|
|
Hĺbka
rezu
|
7
|
5
|
2
|
1
mm
|
|
Trvanlivosť
|
30
|
40
|
80
|
130
minút.
|
|
Posuv
|
1,5
|
0,8
|
0,5
|
0,3
mm/obr.
|
|
Trvanlivosť
|
15
|
40
|
70
|
145
minút.
|
Pri reznej rýchlosti 65 m/min. a posune 0,7
mm/obr. bola závislosť trvanlivosti od hĺbky rezu:
Pri reznej rýchlosti 65 m/min. a hlbke rezu 4 mm bola závislosť
trvanlivosti ostria od posuvu:
Obr. 28. Nôž na sústruženie ocele veľkou
rýchlosťou podlá P. J. Minina,
Techuologija
selskochazajstvennogo
mašinostrojenia,
Moskva, Mašgiz 1950.
Obr. 28.
Obr. 29. Nôž stachanovca Afanasieva,
sústružníka zo závodu Ždanova,
ktorým sa seriove sústružily súčiastky armatúr,
rýchlosťou 1040 m/min.
Obr. 30. Nôž, určený na hladenie, vyskúšaný
stachanovcom Seminským,
laureátom Stalinovej ceny. Skúšky ukázaly,
že podobné nože predstihnú trvanlivosťou nože Bortkievičove
(viď G. A. Preis, Skorostnoje rezanie metallov, 1950, str. 55). Je to
ukážka noža so spevneným ostrím s použitím záporných uhlov. Je súci
najmä na obrábanie výkovkov, na prerušovaný rez, kde sa normálny nôž s
kladným uhlom čela údermi prerušovanej plochy poškodzuje.
41
Obr. 29.
Obr. 31. Tvary ostrí nožov, odporúčané návrhom
sovietskej normy GOST.
1. Nôž pre posun 0,1 až 0,3
mm/obr. Pre oceľ do pevnosti 70
kg/mm2 je -gamma=-5°, gamma1=15°;
pre ooeľ 70 až 90 kg/mm2
je -gamma=
-10°, gamma1=8°. Pre
liatinu do tvrdosti 200 Brinella
je -gamma=-5°, gamma1=12°, pre liatinu 200 až
300 Brinella je
gamma=-10° gama1=5°. Lámacia hrana triesky je priskru-tkovaná na doštičku.
2. Pre oceľ do pevnosti 90 kg/mm2.
Pri posuve 0,25 až 0,8 mm/obr. je záostrie
0,5 mm, pri posuve 0,8 až 1,5 mm/obr. je záostrie
f = 0,8 až 1 mm. S lámacou hranou triesok.
Obr. 30.
3. Pre tvrdú oceľ a liatinu bez formovača triesok
fí=60°, lambda= 10°.
Pre oceľ, pevnosti 70 až 130 kg/mm2, je
-gamma=-5°; pre oceľ 130 až 160 kg/mm2 je
-gamma=-15°; pre liatinu tvrdosti 300 až 500 Brinella
je -gamma=-10°. Posuv 0,1 až 1 mm/obr.
4. Pre oceľ do pevnosti 90 kg/mm2;
pre posuv 0,25 až 0,8 mm/obr. je záostrie
f=0,5 mm, pre posuv 0,8 až 1,5 mm je záostrie
f= 0,8 až 1 mm a šírka plytkého žliabku 6 mm.
Obr. 31.
Podrobnosti v spise „Proizvodstvo
i exploatácia instrumenta
(opyt uralských
závodov)", Sverdlovsk, Mašgíz 1950 (vypusk 2).
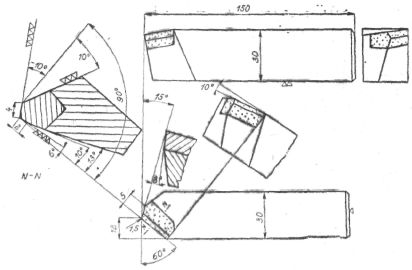
Obr. 32. Tvary ostrí nožov podľa rôznych
sovietskych prameňov. Hlavná pozornosť je venovaná zmenšeniu trenia
noža, pretože trenie chrbta je zdrojom chvenia (vibráciou). Preto sa
staráme, aby sa trením chrbta nástroja tvorilo čo najmenej tepla. Veľký
význam má i lámanie a stáčanie triesky. Táto otázka nie je dosiaľ
celkom vyriešená. Dobré výsledky dáva zahlbenie
(žliabok na čele), urobené elektroerozívnym
spôsobom. Medená elektróda s priemerom 3 mm sa otáča rovnobežne s čelom
v malej vaničke, v ktorej je transformátorový olej. Upravia sa rýchle
elektrické výboje medzi elektródou a čelom, za 1,5 minúty je žliabok
hotový a lešti sa na liatinovej doske s pastou karbidu bóru.
Poznámky k typom ostrí:
1. Nôž prof. N. Larina
na oceľ pevnosti 80 až 120 kg/mm2. Pre oceľ 50
až 75 kg/mm2 bolo záostrie
na čele široké len 2 posuvy a uhol -lambda=-5°.
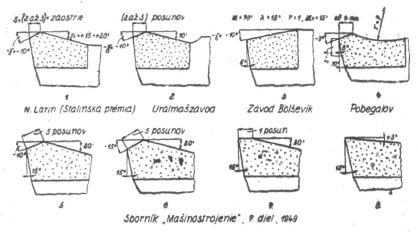
Obr. 32.
2. Nôž Uralmašzavodu,
zavedený pre bežné sústruženie.
3. Nôž závodu Boľševik, zavedený pre
pomer (hĺbka rezu): (posun) väčší než 10.
4. Nôž podľa Pobiegalova,
časopis „Stanki i instrument" 1950, č. 9, str. 20,
na sústruženie ocele najväčšou rýchlosťou.
5-8. Nože, odporúčané príručkou Mašinostrojenie, Moskva, Mašgiz, 1949 (7 diel). Všetky
majú uhol sklonu lambda=5°, uhol nastavenia kapa=60°, zadný uhol
nastavenia kapa1=30°. Tvar sa líši podľa
materiálu, pre ktorý je nôž určený.
5. Nôž na oceľ, až do pevnosti 65 kg/mm2.
6. Nôž na tvrdú oceľ, väčšej pevnosti
než 65 kg/mm2.
7. Nôž na liatinu.
Pri týchto štyroch ukážkach je zaujímavý veľký
uhol chrbta -15°. Snižuje
sa tým trenie noža, predíde sa chveniu.
Toto podstatné zlepšovanie uhla chrbta je veľmi
dôležitou novinkou. Vedeckým výskumom rezania sa zistilo, že pri
obrábaní veľkou reznou rýchlosťou záleží najviac na trení chrbta
nástroja, ktoré je zdrojom chvenia a tým aj vydrobenia hrotu. Tvrdý kov
je složený z kryštálov
karbidu v kobalte. Trením sa častice vydrobujú, preto sa snažíme trenie
zmenšiť. Vysokou reznou rýchlosťou prechádza vrstvička odobraného kovu, zohriata až na
900 stupňov C, do tvárneho stavu a zmenšuje trenie, pôsobiace takmer
ako mazivo. To je podstatný rozdiel oproti suchému treniu chladnejšej
triesky pri malej reznej rýchlosti.
Výborné výsledky dávajú väčšie chrbtové uhly pri
frézovaní. Na obvode frézy sa nechá úzka fazetka
(šírka napr. 0,3 mm) a za ňou je väčší chrbtový uhol. Takto ostrené
frézy vydržia až štyri razy dlhšie než obyčajné, znášajú veľké rezné
rýchlosti a dávajú dobrý povrch. Doterajšie pokusy dávajú dobré
výsledky pri valcových i pri čapových frézach. Túto novinku treba
podrobnejšie preskúšať a vedecky zhodnotiť, aby sa daly a mohly
všeobecne využiť jej výhody, prípadne i pre sústruženie. Stručná
zmienka o tom je v brošúre
M. N. Larina, Skorostnoje rezanie metallov, 1950.
Docent Kamenkovič
starostlivými pokusmi dokázal, že pri obrábaní ocele pevnosti 60 kg/mm2,
majú rovnakú trvanlivosť nože:
1. So záporným uhlom čela -gamma=-10°.
2. S lomeným čelom, na ktorom je krátke záostrie, sklonené pod záporným
uhlom -gamma=-20°, a ďalej je kladný čelný uhol gamma=20°. Najlepšie
stachanovské nože majú teda lomené čelo so záostrím,
či už bez žliabku, či so žliabkom.
ZÁVER
Na niekoľkých ukážkach nožov, vybraných z veľmi
pestrého radu, vidíme, kam až došli vo svojich výskumoch naši veľkí
učitelia, sovietski vedci a stachanovci. Môžeme smelšie a rýchlejšie
pokračovať vo výstavbe priemyslu, keď sa opierame o vyskúšané fakty. Je
súčasne nevyhnutné vyberať tieto fakty prísne kriticky, pretože - ako
sa tu už zdôraznilo - vždy sa všetko nehodí. Sú sústruhy také maličké,
že všetky ich výrobky za 8 hodín usilovnej práce vážia 2 gramy, čiže za
500 pracovných dní, t. j. za dva roky, urobí na nich robotník jeden
kilogram tovaru. Boly
však postavené aj stroje obrovských rozmerov, najväčší sovietsky
sústruh váži 1800 ton a môže obrábať súčiastky s priemerom 20metrov
.Jeho základ je složitou
betónovou stavbou, hlboký 8 metrov, stroj ovláda množstvo
elektromotorov, z ktorých niektoré majú výkon vyše 300 koni. Každý na
tomto príklade pochopí, že skúsenosti z jednej výroby sa nemôžu
mechanicky prenášať na druhú. Skrátka, vyššia, socialistická technika
potrebuje a aj si vytvorí nového človeka. Budovanie lepšej budúcnosti v
našej vlasti je nerozlučne späté s odborným rastom ľudí a so zmenou ich
postoja k práci. Na to chce prispieť aj táto malá nenáročná brošúra.
DOSLOV
Spôsoby rýchlostného obrábania, ktoré
vypracovali sovietski stachanovci, prispievajú podstatne k rozvoju
priemyslu. Zlepšujú využitie strojného zariadenia, skracujú výrobné
časy. Tým sa zvyšuje výroba, rastie produktivita práce, a tak sa
skracuje naša cesta k socializmu. Preto je potrebné tieto skúsenosti čo
najviac šíriť.
S týmto cieľom sa táto brošúra spracovala novým
spôsobom, teda nie tak, ako sa dosiaľ u nás knihy písaly. Pôvodný rukopis sa
rozoslal do viacerých našich závodov s obrázkami a s pripomienkami, aby
si ho preštudovali, a to predovšetkým zlepšovatelia, úderníci, majstri
a technici. Potom redaktori tieto závody priamo navštívili a prebrali
všetky pripomienky, ktoré priamo pri poradách všetci zúčastnení
zamestnanci závodu mali a podľa týchto pripomienok rukopis upravili. Po
tejto komplexnej brigáde sa rukopis prerobil tak, aby vyhovel
pripomienkam z týchto porád. Vychádza teda prvá brošúra,
ktorú opravovali a doplňovali podľa svojich potrieb všetci pracujúci v
príslušnom sektore. Takto brošúra
celkom iste bude plniť svoju úlohu, t. j. ukázať smer, ktorým ide vývoj
sústružníckych nožov, aby naši pracujúci mali spoľahlivé predpoklady
pri svojej ďalšej práci.
To je veľmi dôležité, lebo sa tak
odstraňuje nevyhnutnosť zdĺhavého popisníctva
s prípadu na prípad nevyhnutnosť hľadania nových tvarov nožov, ktoré sú
už dávno spoľahlivo preskúšané. Šetrí sa aj pracovnou energiou našich
úderníkov a zlepšovateľov, aby sa mohli venovať výskumu nových vecí.
Okrem toho chce táto nová brošúra
prispieť k uplatneniu pokrokovej sovietskej vedy a techniky i v našom
priemysle.
V tejto brošúre
začíname sústruhom, pretože je to najrozšírenejší stroj v našich
dielňach. V ďalších brošúrach
spracujeme iné druhy nástrojov. Pritom vítame všetky ďalšie pripomienky
pracujúcich, ktoré by vopred prispely
k zlepšeniu a zdokonaleniu tejto práce, aby nakoniec spoločnou prácou
čitateľov, autorov a redakcie sme vytvorili také knihy a príručky, aké
dnes najviac potrebujeme.
Redakcia
OBSAH
Predslov
- o výchove nových ľudí . . . . . . . . . . . . . . . . . . . . . . . .
3
Sovietske
prvenstvo v obrábacej technike . . . . . . . . . . . . . . . . . . 6
Taylor a stachanovci . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 7
Geometria
ostria nožov . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 8
Čo je
rezná rýchlosť pri sústružení?. . . . . . . . . . . . . . . . . . . . .
. 11
Čo
znamená názov „veľké rýchlosti obrábania"? . . . . . . . . . . . 12
Tvrdé
kovy, čiže spiekané
karbidy . . . . . . . . . . . . . . . . . . . . . . 13
Užitočná
tabuľka: sovietske a naše tvrdé kovy . . . . . . . . . . . . . 17
Samotné
vyššie rýchlosti nestačia . . . . . . . . . . . . . . . . . . . . . . .
18
Ostrenie
nožov s tvrdými kovmi . . . . . . . . . . . . . . . . . . . . . . . . 20
Záporné
(negatívne) uhly na čele nožov . . . . . . . . . . . . . . . . . . 24
Príklady
nožov sovietskych stachanovcov . . . . . . . . . . . . . . . . 28
Bortkievič (Stalinova cena) . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 29
Bykov (Stalinova cena) . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 31
Bielov (Stalinova cena) . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 33
Sovietska
norma nožov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 35
Fomičov (stachanovec) . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 36
Nože
KBEK (moskovský letecký inštitút) . . . . . . . . . . . . . . . . 37
Savin - Brejkin
(stachanovec) . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Birjukov (Stalinova cena) . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 39
Gerst - Popov
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 40
Minin . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Afanasiev (stachanovec) . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 42
Semins i (Stalinova cena) . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 42
Normalizované
ostria GOST . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Larin (Stalinova cena) . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 44
Uralmašzavod . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 44
Závod
Boľševik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 44
Pobiegalov . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 44
Mašinostrojenie, 7. diel . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 44
Záver
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 46
Doslov
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 47
Edícia: Album stachanovských nástrojov,
sv. 1.
|
Autor
|
B.
Dobrovolný
|
|
Názov
diela
|
Nože
sovietskych stachanovcov
|
|
Názov
vydavateľstva
|
PRÁCA,
vydavateľstvo ROH, Bratislava
|
|
Ideový
vedúci
|
A.
Sýkorová
|
|
Vedúci
redaktor
a
redaktor edície
|
Ing.
M. Ozdinec
|
|
Technický
redaktor
|
J.
F. Kunik
|
|
Korektor
|
Z.
Valová
|
|
Plán.
skupina
|
30105—257
|
|
Číslo
publikácie
|
82
|
|
Náklad
|
30.500
|
|
Tlačiareň
|
Práca,
n. p., Bratislava
|
|
Zadané
do sadzby
|
20.
júna 1951
|
|
Vytlačené
|
v
júli 1951
|
|
Druh
tlače
|
rotačná
|
|
Typ
písma
|
garmond Latinka
|
|
Skupina
papiera
|
222-02
|
|
Plánovacie
hárky
|
3
|
|
Počet
strán
|
48
|
|
Počet
obrázkov
|
32
|
|
Povolenie
PIO
|
30505/51-III/1
|
|
Daň
|
1
%
|
|
Cena
|
za
broš.
Kčs. 6.-
|

